Material Options
Virgin PEEK, GF30 PEEK, CF30 PEEK, Bearing Grade PEEK






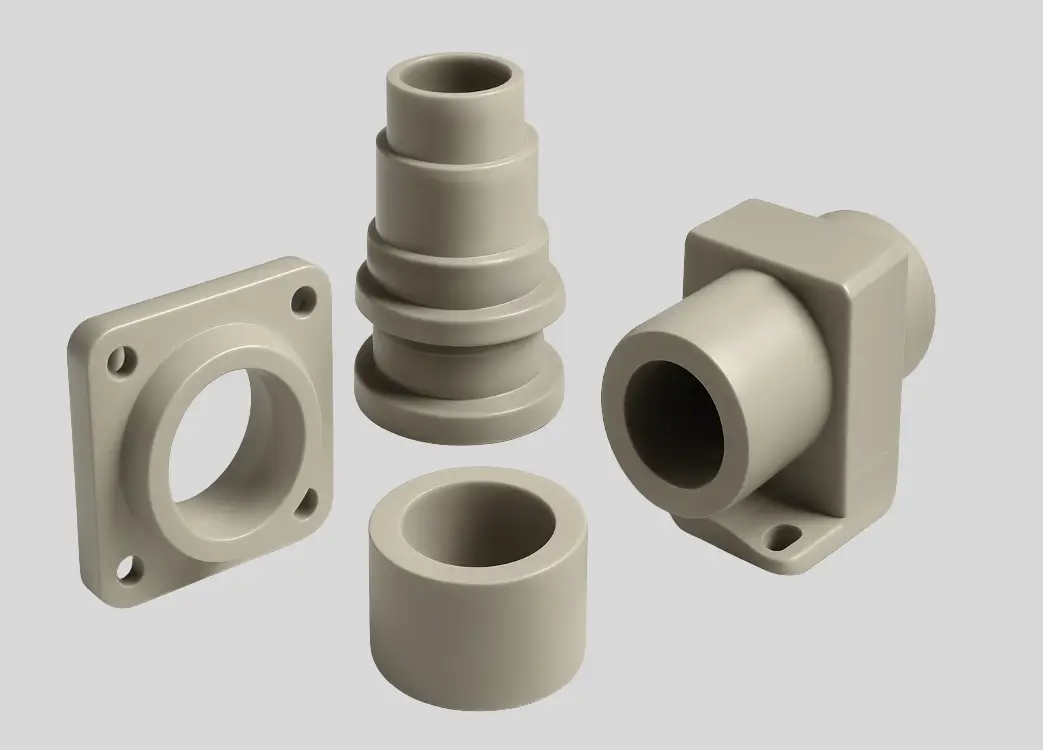
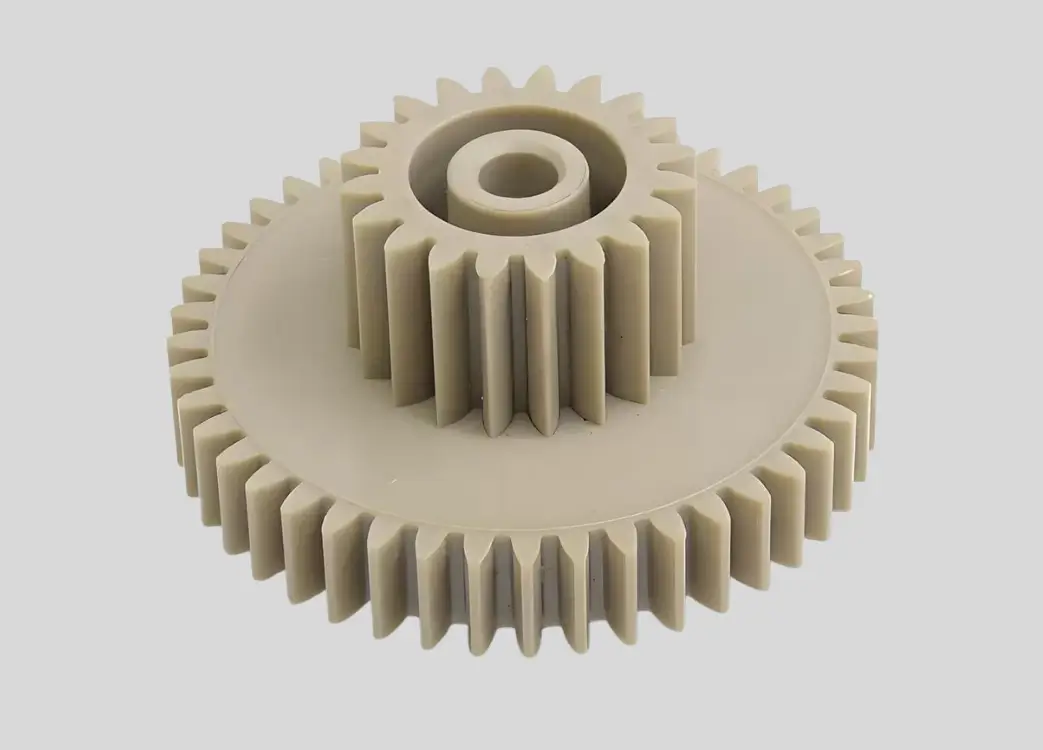
Custom PEEK injection molding solutions for demanding industries that require high temperature resistance, dimensional stability, chemical resistance, and long-term performance.

In aerospace, PEEK is used when engineers need to reduce weight while maintaining thermal stability, dimensional consistency, and reliable electrical insulation. This industry typically values lightweight strength, flame resistance, chemical resistance, and stable performance under harsh operating conditions. Typical molded parts include structural support brackets, electrical insulation spacers, sensor housings, connector retainers, and precision supports. Virgin PEEK is commonly selected for insulation parts, GF30 PEEK is often preferred for rigid structural parts, and CF30 PEEK is suitable where extra stiffness is required.

Medical manufacturers use PEEK for components that must withstand sterilization, maintain dimensional precision, and perform reliably in demanding equipment environments. This sector usually focuses on biocompatibility potential, cleanliness, heat resistance, and long-term stability. Typical molded parts include diagnostic equipment housings, sterilizable instrument components, medical device handles, support brackets, and insulating internal parts. Virgin PEEK is the first choice for most medical and clean-contact applications, GF30 PEEK can be used for stiffer support structures, and Bearing Grade PEEK is suitable for wear-related moving components.

In semiconductor applications, PEEK is chosen for parts that require high purity, dimensional stability, chemical resistance, and dependable insulation in controlled environments. Buyers in this field often care most about cleanliness, low contamination risk, precision, and durability under elevated temperatures. Typical molded parts include insulating blocks, wafer handling supports, precision fixtures, guide components, and equipment internals. Virgin PEEK is usually preferred for high-purity insulating parts, GF30 PEEK works well for rigid support elements, and Bearing Grade PEEK may be used for wear-related guide parts where friction performance is critical.

Industrial and fluid control systems use PEEK when components must resist heat, chemicals, pressure, and continuous mechanical wear. In this sector, engineers usually prioritize chemical resistance, dimensional stability, low friction, and long service life in aggressive environments. Typical molded parts include valve seats, sealing rings, bushings, pump wear components, and precision support parts. Virgin PEEK is often used where chemical stability and sealing reliability are important, Bearing Grade PEEK is ideal for low-friction and wear applications, and GF30 PEEK is well suited to rigid pressure-bearing structural parts.

Electronics manufacturers use PEEK for components that must remain dimensionally stable and electrically reliable at elevated temperatures. This industry usually values insulation performance, heat resistance, flame retardancy, and precision in compact assemblies. Typical molded parts include connector bodies, insulating carriers, heat-resistant precision housings, and structural support elements. Virgin PEEK is the preferred option for electrical insulation parts, GF30 PEEK is often selected when higher rigidity and dimensional stability are required, and CF30 PEEK can be used for non-insulating parts that need additional stiffness.
Grade selection should be confirmed according to part geometry, working environment, cleanliness requirements, insulation needs, and end-use certification requirements.
Our process control covers material preparation, equipment setup, molding parameters, cooling, finishing, and critical precautions for stable PEEK part quality.

Choose the appropriate PEEK material pellets, dry at 160°C high temperature. The drying time depends on the material humidity and ambient air humidity.

PEEK injection molding requires a high-temperature injection molding machine capable of withstanding high melt temperatures (typically 380°C-400°C). Adjust the temperature of the screw and heating zones to meet the high-temperature requirements of PEEK, ensuring smooth melting of the material.

Melt Temperature: The melt temperature for PEEK usually ranges from 340°C to 380°C, with slight adjustments based on the material and product requirements.
Injection Pressure: Due to the high viscosity of PEEK, injection pressure is generally high, usually between 1000 and 1500 bar.
Injection Speed: Control the injection speed to ensure uniform filling of the mold, avoiding bubbles and defects.
Holding Pressure: After injection, maintain a certain pressure to ensure the mold is completely filled, ensuring the final product’s density and surface finish.

Cooling Time: Due to PEEK’s poor thermal conductivity, cooling time is relatively long. The cooling time depends on the mold thickness and part shape, usually ranging from 30 to 90 seconds.
Demolding: After cooling, open the mold and remove the formed PEEK part. PEEK injection molded parts typically have high dimensional accuracy and smooth surfaces.

Deburring and Polishing: Post-molding parts typically need deburring to ensure smooth edges.
Surface Treatment: In high-demand applications, PEEK injection molded parts may require surface coatings, spraying, or other treatments to enhance wear resistance, corrosion resistance, or appearance.

Equipment: Standard injection molding machines can be used, but since the processing temperature for PEEK reaches 350-400°C, it is recommended to use ceramic heating bands and barrel insulation sleeves. The screw should be of a universal type, and copper or copper alloys should be avoided.
Drying: PEEK pellets must be dried before processing to ensure the residual moisture content is below 0.02%. A circulating oven or dehumidifying dryer can be used for drying.
Cleanliness: Since most other polymers degrade at PEEK’s processing temperature, contamination must be avoided. All equipment must be thoroughly cleaned, and it is recommended to use dedicated equipment for recycling material.
Gate Design: To ensure the components are fully filled, large gates should be used as much as possible, as PEEK has a high shrinkage rate. The gate size and design should be selected based on the component’s maximum cross-sectional thickness and geometry.
Temperature Control: Proper mold temperature control is critical to ensure that PEEK components maintain a semi-crystalline state, allowing it to exhibit its unique properties. The mold surface temperature should be kept between 170-200°C.
If you have drawings, material requirements, quantity details, or application needs, please contact us by email and our team will get back to you as soon as possible.